ダイカスト設備、中古ダイカストマシン、ダイカストマシンオーバーホール、中古射出成形機
![]()
![]()



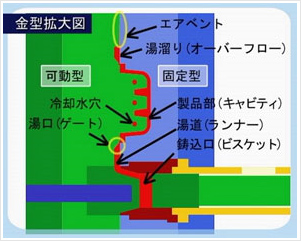
金型関係について
社団法人日本ダイカスト協会資料より
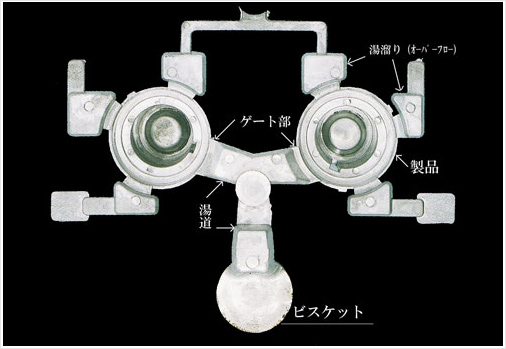
ダイカスト鋳放し製品{金型から取り出したダイカスト(2個取り)製品}
金型の名称
コールドチャンバーダイカストマシンは、溶解炉がマシンとは別に設置されおり、給湯機など給湯装置を用いて金属溶湯をスリーブの注ぎ口に注ぎ込む。アルミニウムの鋳造が多いいが、真鍮、亜鉛、マグネシウムなどでも使用される。
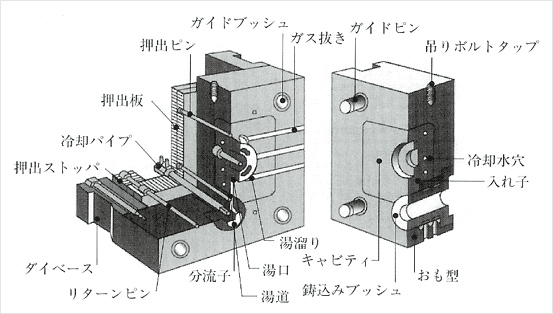
| 金型用語 | 解説 | |
|---|---|---|
| 1 | 固定型 | 上の絵図の右側半分の金型部。溶湯が鋳込まれるスリーブが付く。 |
| 2 | 可動型 | 上の絵図の左側。ダイカストマシンの可動プラテンに取付く、 鋳造製品はこちらに付く。 |
| 3 | 入子(いれこ) | 金型に直接キャビティ(製品部)を彫り込まずにキャビティ部分だけ耐久性に優れた特殊な鋼材を使用している、母型(おもがた)にはめ込んでいる。 |
| 4 | 母型(おもがた) | 入子(いれこ)をはめ込むためのベース金型。入子型には耐久性のある高価な材料を使うが、母型には廉価な材料を使用して金型コストを抑える。 |
| 5 | 押出ピン | 金型から製品を突き押すために使われる棒 |
| 6 | 中子(なかご) | 製品に穴を作るための機構、移動型が開く動作を利用して引き抜いたり、油圧シリンダーで 引き抜いたりする。 |
| 7 | 中子ピン | 製品に穴を作るための棒、コアピンとも呼ばれる。鋳造サイクルごとに製品部から引き抜くため、強度や耐久性が必要。 |
| 8 | ゲート | 溶湯が湯道(ランナー)から製品部(キャビティ)に流れ込む直前の部分。通常湯道の断面積が絞られて一番狭くなっている部分。この部分の溶湯が流れる速度が鋳造品質に大きく影響する。 |
| 9 | ビスケット | プランジャーチップが溶湯を鋳込む前の部分。チップ先端と分流子とのあいだ部分。製品部まで圧力を伝えるために一番最後に凝固させるべき部分。 |
| 10 | 湯溜り | 高圧、高速で溶湯を鋳込んだときに先走りの汚れた溶湯をためる部分。または製品の角や隅までうまく溶湯を引き込むための空間。オーバーフローとも言う。 |
| 11 | ガス抜き | 金型内のガスを抜くために付ける排気通路。約0.1mm程度の厚み。キャビティに直接つける場合、湯溜りの先につける場合とがある。 |

![]()





リンク
国内メーカー
- ■業界No.1マシンメーカー
東芝機械株式会社 - ■宇部興産グループ
宇部興産機械 - ■日立グループ
東洋機械金属株式会社 - ■老舗ホットチャンバーメーカー
株式会社篠塚製作所 - ■全電動ホットチャンバーマシン
ヒシヌママシナリー - ■ダイカスターでもある
エーケー産業 - ■(社)日本アルミニウム協会
アルミって知ってる? - ■日本マグネシウム協会
マグネシウム基礎知識
海外メーカー
- ■スイスのマシンメーカー
BUHLER(ビューラー) - ■イタリアのマシンメーカー
IDRA(イドラ) - ■アメリカのプレスメーカー
H.P.M. - ■イタリアのマシンメーカー
ITALRESS(イタルプレス) - ■ドイツのマシンメーカー
FRECH - ■台湾のホットチャンバー
PRODUCER - ■台湾のメーカー
ZITAI - ■中国のダイカストマシン
L.K. Technology
〒670-0061
兵庫県姫路市西今宿6丁目2番22-405号
TEL:079-290-5168 FAX:079-290-5169
URL: http://www.castership.com/
E-mail: